Nautitech’s Thermal Camera Wins Queensland Mining Industry Health and Safety
2015 Innovation Award
Peabody Energy Rolls out Nautitech’s Thermal Camera Technology.
A thermal imaging camera developed by Nautitech, designed to significantly reduce workplace
injuries and deaths in underground coal mining operations, has won the prestigious 2015 Innovation
Award at the Queensland Mining Industry Health and Safety Conference.
The top award is a major endorsement of Nautitech’s world-leading product capabilities, and follows
an extensive trial of the ExTREME CAM thermal camera by the world’s largest privately-owned coal
mining company, Peabody Energy.
Commenting on Nautitech’s winning of the Queensland Mining Industry Health and Safety
Conference’s 2015 Innovation Award, Nautitech General Manager, Alex Lester, said: “The
competition for this award was fierce, with many good ideas coming from the 10 finalists. This award
recognises Nautitech’s outstanding capabilities, and teamwork, and we’re delighted to have received
what I think is one of the most prestigious safety awards in Australia.”
As a result of the trial at Peabody’s North Goonyella underground mine in Queensland’s Bowen Basin
precinct, the company is now integrating Nautitech’s thermal cameras into its entire fleet of coal
shuttle cars and other equipment across its Australian underground coal mining operations.
The thermal camera works because it has been designed to detect heat rather than light, and enables
a clearer display of people, machines, cables and other relatively warm objects in areas that are in
total darkness and or affected by dust, heat and steam. In these challenging environmental
conditions, employees are exposed to the risks of crushing, pinning or being run over by heavy
machines, causing serious injuries or death.
“Peabody Energy is continually focussing on lowering the risks to its employees and sees the
introduction of this technology as an additional layer of protection,” Peabody said.
“The benefits of the infrared camera have been very noticeable. The ultimate reward is the elimination
of people and equipment near misses and collisions. This innovation will save lives and help our
mines move closer to our goal of incident-free workplaces.”
“An additional benefit from the camera has been the reduction in cable damage. At $16,000 each
time, the costs associated with the cameras were quickly reimbursed,” Peabody said.
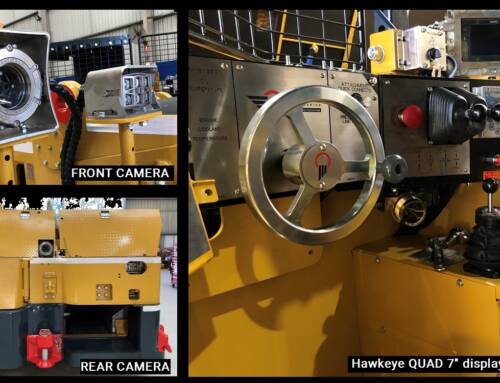
The thermal camera is ideally suited to mobile machines such as shuttle cars, loaders, graders, man
transporters or shearer carriers. It also can be used in conjunction with mobile machines that have
proximity detection systems fitted in order to add an important visual element to the system.
For further information, contact us at 02 9899 6857 or